Epoxy resin is the lab worktop that pretty much anyone who ever had chemistry or science class in school has come across. That black smooth material you used to do experiments on – epoxy resin. It is the heaviest of the four primary SEFA worktop materials, and its weight drives a set of fabrication limits that catch spec writers off guard if they treat it like solid surface or granite. This 2026 epoxy resin countertop spec guide covers where the material wins, where its real limits live, and what to write into a Division 12 spec.
What an Epoxy Resin Countertop Actually Is
An epoxy resin countertop is a cast monolithic slab made from modified epoxy resin, non-asbestos silica fillers, and pigments — compounded, poured, and oven-cured into a homogeneous solid. Durcon, Inc, one of the prominent manufacturers of lab grade epoxy resin, describes it as “monolithic throughout without surface coating application,” which is the key fact for specifiers: the color and chemistry resistance run through the full thickness of the slab. There is no laminate, no veneer, and no separate top layer to wear off.
That cast-monolith construction is what gives an epoxy resin countertop both its standout heat performance and its significant weight penalty. SEFA 3-2010 covers it as one of the four primary lab worktop materials alongside phenolic resin, stainless steel, and high-pressure laminate. The chemical and physical test results in §2 are what reputable manufacturers report against, and they are how Division 12 specs anchor the material call.
Weight: The Single Biggest Spec Decision Factor
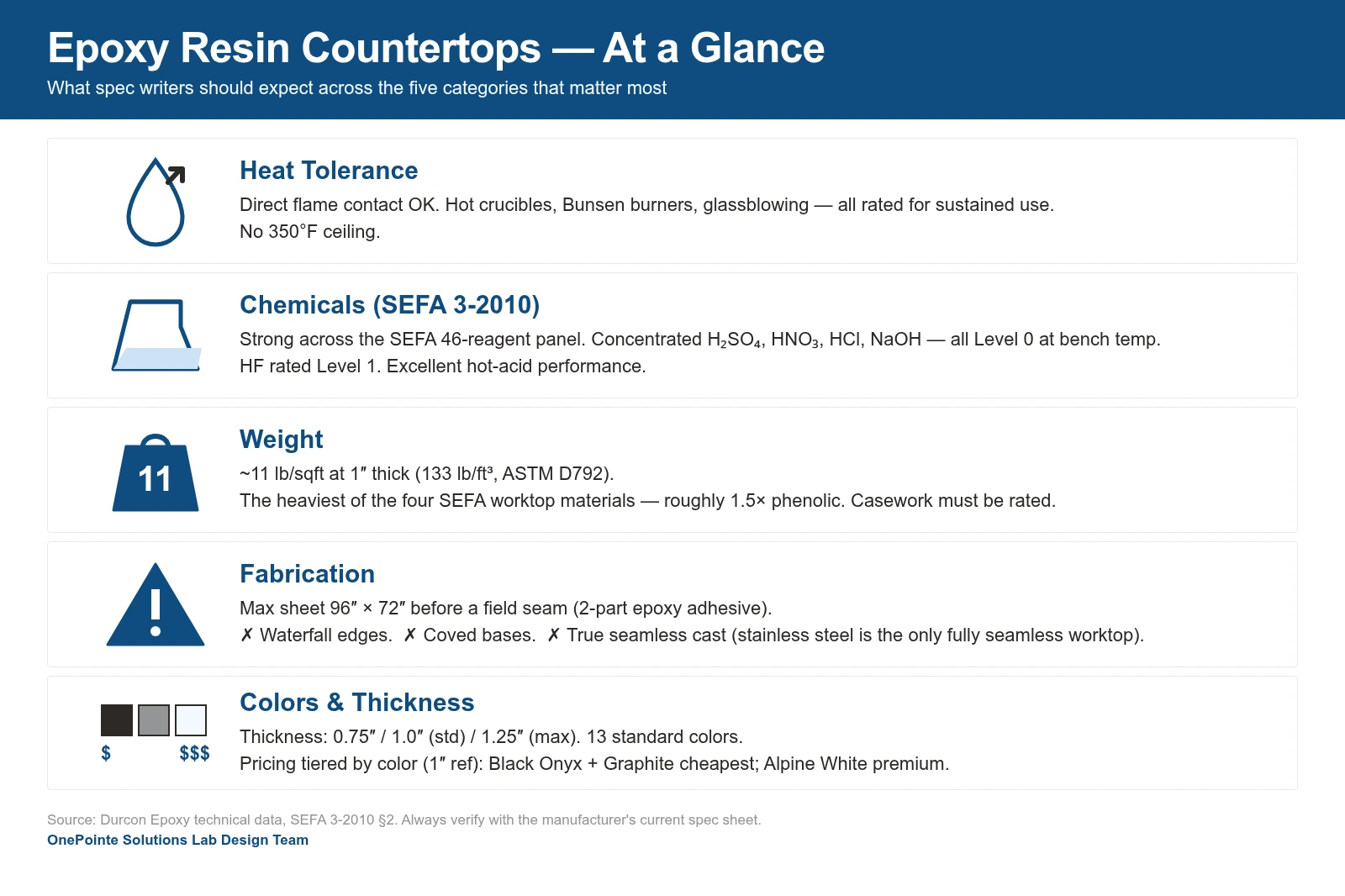
If there is one number to memorize on an epoxy resin countertop, it is the weight. At a tested density of 133 lb/ft³ (ASTM D792-00), a 1-inch slab weighs roughly 11 pounds per square foot. A 1.25-inch slab — the maximum available thickness — weighs about 14 pounds per square foot. By comparison, phenolic resin at 1-inch comes in around 7 lb/ft², and high-pressure laminate worktops fall closer to 5 to 6 lb/ft². Epoxy is the heaviest SEFA worktop material at every available thickness.
That weight has two practical consequences for the spec. First, the base cabinet structure must carry the dead load. Standard steel lab casework typically carries epoxy without issue, but renovation projects that swap phenolic or HPL out for an epoxy resin countertop need a structural review, the load roughly doubles. Second, intermediate supports and span limits matter. Do not span epoxy across open knee-space without structural support from below. At 1″ thick it’s recommended unsupported spans are no longer that 36” or unsupported over hangs longer than 6”. Mobile benches and rolling carts are fine for epoxy as long as the frame is rated for the load, most lab-grade mobile systems are.
Fabrication Limits: What Epoxy Cannot Do
In short, this is the section that catches spec writers who carry a phenolic detail forward and simply swap the material call. The weight and cast manufacturing process impose hard limits that are non-negotiable.
Maximum sheet size: 96 by 72 inches. Specifically, the practical maximum fabricated piece runs 96 inches long by 72 inches wide. Consequently, any continuous run longer than 96 inches needs an additional countertop with seams to make the overall length. Fabricators join seams with a two-part epoxy adhesive color-matched to the slab, press them into a 1/8-inch maximum gap, then dress them smooth. A properly executed seam reads as nearly invisible in service, when installed correctly.
Geometry Limits Specific to Cast Epoxy
Waterfall edges: not possible. A waterfall edge requires a continuous monolithic piece folding 90 degrees over the cabinet face. Cast epoxy will not form or bend into that geometry.
Coved bases: not possible. An integral coved base requires either a thin formable material or welded construction. Cast epoxy supports neither option. Programs that require integral coved bases — vivarium washdown, certain BSL-3 zones — need stainless steel for those runs.
True welded-seamless sink-and-worktop assemblies: not possible. Fabricators cannot cast epoxy as a single monolithic piece with the sink bowl integrated into the worksurface. However, fabricators can install a drop-in epoxy sink sealed at the rim with two-part epoxy adhesive, which reads as a unified surface in service and performs as one. True welded-seamless construction — sink and top as one continuous piece with no joint — is achievable only in stainless steel. Therefore, if the program requires true monolithic seamless tops, specify stainless.
Field Cuts and On-Site Modifications
In-field cutouts for sinks and service fittings: highly not recommended. Epoxy is extremely difficult, yet not impossible, to cut in the field. You will need a diamond-tipped drill or hole saw, a continuous-rim diamond saw blade, and diamond router bits for any interior cuts — carbide tooling will not survive. Wet-cut to control dust, wear a respirator (epoxy contains silica), and seal raw edges with epoxy edge paint. For anything beyond a faucet hole, plan the cut in the shop on a waterjet. Full procedure: Epoxy Resin Cutting Guide.
Thickness Options and What to Spec
Three thicknesses are available for an epoxy resin countertop: 3/4 inch (0.75″), 1 inch (standard), and 1-1/4 inch (1.25″ maximum). For most Division 12 lab spec calls, write 1 inch unless there is a reason to deviate. The 3/4-inch option is appropriate for weight-sensitive renovations and secondary bench runs. The 1-1/4-inch option is for heavy-duty applications — fume hood base surfaces, large unsupported spans, or work where high impact resistance is required. Pricing scales with thickness in addition to color.

Heat Resistance: Where Epoxy Wins Clearly
An epoxy resin countertop is the right call when the program involves direct heat. The tested heat distortion temperature is 380°F (ASTM D648-07) — well above the 350°F service ceiling for phenolic resin. The material is self-extinguishing (ASTM D635-06) and posts a Class A flame spread index of 0 on ASTM E84. Specifically, the surface handles Bunsen burner work, hot crucibles set directly on the slab, glassblowing benches, and sustained heat from hot plates and heating mantles.
This is the clearest single reason to specify epoxy over phenolic. The two materials overlap substantially on chemical resistance for general wet chemistry, but the heat tolerance gap is real. For programs that stay below the 350°F service ceiling with periodic heat uses, our phenolic resin countertop spec guide walks through where the lighter, less expensive material is the honest call. If a program has any meaningful flame work or sustained direct-heat applications, epoxy is the material call.
Chemical Resistance Across the SEFA Panel
Durcon’s published SEFA 3-2010 chemical performance results cover 49 reagents tested at 73°F over 24 hours. The headline takeaway is that an epoxy resin countertop holds Level 0 or Level 1 across nearly the entire panel, including 96% acetic acid, 70% nitric acid, 37% hydrochloric acid, 40% sodium hydroxide, and the full organic solvent panel — acetone, benzene, chloroform, methylene chloride, toluene, xylene, methyl ethyl ketone. Two reagents post Level 3 (Fair): 60% chromic acid and 96% sulfuric acid. Therefore, for Division 12 specs covering labs with sustained concentrated hot oxidizer service, call out those two readings as boundary applications.
The chemical performance overlaps heavily with phenolic resin on routine bench reagents. The two material decisions usually come down to heat tolerance (where epoxy wins), color-through appearance (where epoxy wins) and weight (where phenolic wins), not to chemistry. Both materials handle the everyday reagents most general-purpose research, teaching, and biology labs actually use.
Colors, Pricing Tiers, and Lead Time
For colors, standard/core colors for epoxy resin worksurfaces are as follows: Black Onyx, Graphite, Gray, Lunar White, Tan and Dark Khaki. Select colors – Alpine White, Forest Green, Pearl, Pacific Blue, Platinum, Sand, and Slate Gray. Pricing tiers (using 1-inch as the reference thickness) generally run with Black Onyx as the base. Tier I – Gray, Graphite (follows black onyx) Lunar White, Tan, Dark Khaki. Tier II – Pearl, Pacific Blue, Platinum, Sand, Slate Gray, and Forest Green and Alpine White at the highest. Most chemistry benches specify Black Onyx for its lower cost and familiarity. Conversely, teaching labs and applications that need visible spill detection typically specify Alpine White or other lighter tones.
For projects on a tight schedule, confirm color availability with the manufacturer at the spec stage rather than at submittal.
Where Epoxy Is the Right Call — and Where It Isn’t
An epoxy resin countertop is the right call for chemistry benches with sustained direct heat or flame, glassblowing stations, programs with mixed concentrated reagents and heat, premium research benches where the program justifies the cost, and any application where a unified worksurface appearance with monolithic chemistry resistance is required.
It is the wrong call when the program needs waterfall edges, coved bases, or true welded-seamless sink-and-top assemblies — those require stainless steel. It is also the wrong call for renovation work over casework not rated for the dead load, and for programs where surface scratch resistance is a priority (epoxy’s matte cast finish shows abrasion more than HPL or phenolic). In practice, phenolic resin often wins the call when scratch resistance and budget outrank heat tolerance. SEFA 3-2010 is the standard to anchor the spec to. The five questions that decide most epoxy-vs-phenolic calls are:
(1) Does the program involve sustained direct heat or open flame?
(2) Is the casework rated for the dead load?
(3) Are concentrated reagents, especially hot acids, in regular use?
(4) Does the program budget support the price-per-square-foot per color tier? Heat and weight are the two screening questions, but chemistry intensity, fabrication detail, and budget determine the final call.
Need help specifying the right worksurface material for your lab? Contact the OnePointe Solutions Lab Design Team for a Division 12 spec review.
About the author: OnePointe Solutions Lab Design Team